
һ. QH2-042׃�����S�A�ǝL�����L��Уֱ�C�����l������̖1823602�����c��h������W��ͬ�_�l��һ��ߙn�����O�䡣ԓ�C������Qֱ�����ã�����һ���Ԍ������ĸ����S��ɵ�׃���L�����Ԅәz�y���ԄӝL��Уֱ�ļӹ���ԓ�C�����Мy�������Ԅәz�y������λ���Ԅәz�yӛ䛹����ӹ���r�͝L݆�����Ԅәz�y�ȹ��ܣ�������ȫ���C�����ļӹ��|�����߂��c�������ĈA�ǝL���O��������Hegenscheidt��˾�aƷͬ�ӵĹ��ܣ����ИO�ߵ��ԃr�ȡ�
��.�C������Ҫ���g������
����L�� 700mm
�������L�� 400mm
�����Dֱ�� 200mm
���S�i���B�U�i���ľ� 35��55mm
ƫ�ľ� 30��65mm
���S�i���B�U�i�S�i���� 16��32mm
���S�S�iֱ�� ��40����70mm
���S�D�� 10��55r/min
���L���� 25KN
��늙C���� 5KW
���_�ӽ����ŷ�늙CŤ�أ����ʣ� 18.8N.m(4KW)
Һ��늙C���� 7.5KW
����늙C���� 0.75KW
�C�����γߴ�(�L��������) 3000��2200��2500mm
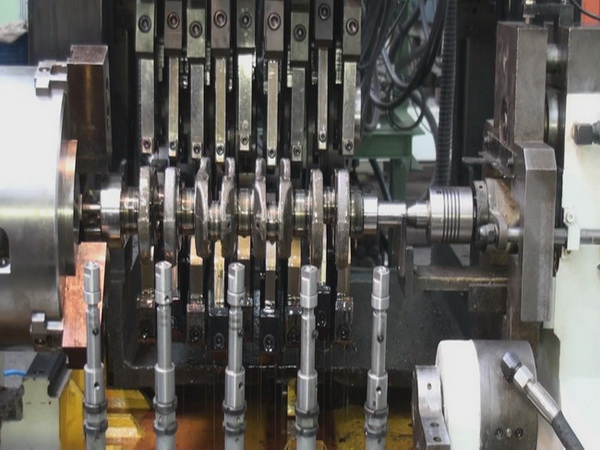
�����C���ӹ����
1.���ϣ��˹���܇�^��β��피�픾o������
2.�A�o��β��Һ��피�����c���P������피�һ��������������뿨�P�С�Һ�����P�A�o��
3.�L���ĸיC���S�����_�M���M�o���ł��A�Q��ͨ�^�L���^�քe�A�o�����ϸ��Ԍ��������S�i���B�U�i���˕r�������_���L���r�ł��A�Q�װ��A�������M�м�ж�d�����O���L��Ȧ����ɝL�����L����ɺ�L���b���˳���
4.�y����Уֱ���z�y�b���Ԅӌ����S���傀���S�i�M�НL��������S�������әz�y�����z�y�Y���c�����O��������ֵ���^����[��ϸt�M��׃�L�����ĝL��Уֱ��ѭ�h���Ϝy����Уֱ�^�̣�ֱ�������ϸ�
5.���ϣ��˹�̤�������_�P��ȡ�ϡ�
���ϼӹ�����˹��������⣬�����^��ȫ���Ԅ���ɡ�
�ģ����aЧ��
���ģ����һ�ΝL������r�g�s1��犣������L�������O��׃������
ԓ�O��@��2011�ꡰ���Ҹߙn���ؙC���c���A�����b�䡱�Ƽ��ش���n�}֧�֣�����h������W���ຣ�ڶ��C����������؟�ι�˾�����ơ�
